Quality of WIRE ROPE SLING processing is one of the important elements to prevent industrial disasters. The safety certificate products of Goryo Company guarantee the quality and safety of your industrial sites.
Socket Process Method, which is the method of molding the terminal parts by injecting RESIN and compound metals(Tin, Zinc), is the most superior method with load efficiency(100%) for SLING WIRE PROCESS method and does not require the load table of sling use additionally. In case of calculating the use load of SLING WIRE, the safety rate of 5:1 can be applied to the breaking load of WIRE ROPE for use.
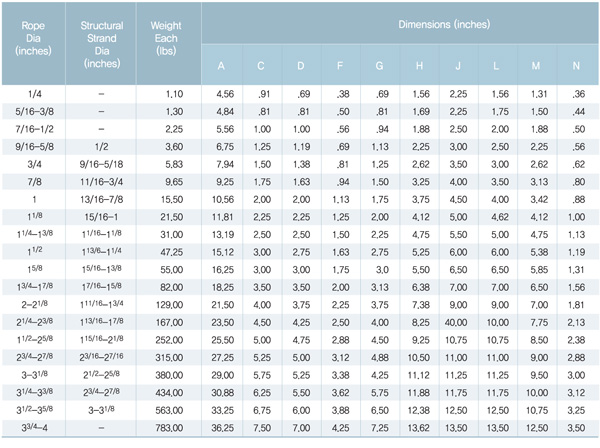
Request specifications ▪ WIRE ROPE DIA : (00 mm) ▪WIRE ROPE structure and cutting load : 6XWS(36)RC (00 TON) ▪The length of SLING WIRE : (00 M) ▪SOCKET TYPE : (Select either OPEN or CLOSED) ▪MOLDING TYPE : (Select either ALLOY or RESIN)
Manufacturing process & Quality guarantee
Classification
Major Processes
Quality Guarantee
Certificate Standard
Socketing
Attach a socket to a terminal part. Inject melted zinc (99.9% of purity) in it for fastening.
Keep the temperature for melting zinc at 440±20℃. Keep proper temperature more than 120℃ for easy metal injection for socket preheat.
Seizing the internal diameter of a Socket needs the length about 3-4d.
Align the center of a socket and rope and make tension uniform over each wire. Keep the length of the rope inserted in a socket at least more than 20d to be vertical.
There should be no abnormality in naked eyes when removing cone after zinc solidified.
In a naked-eye test, a perfect ring shape (round frame) should be formed between rope and socket mouth.
In a PROOF TEST of 40% load of rupture strength of Rope, the rope should not move more than 2% of the basket length from the mouth.
ISO 7595
Directions for use of RESIN ▪Mix RESIN and POWDER(a ratio of 1 to 1) thoroughly for 2 minutes at 9℃ and more temperature and then inject the mixture into a socket and fix it vertically for 60 minutes. If the emperature is under 9℃, BOOSTER KIT should be added to the mixture for use. ▪ Warning : Never heat up a socket in order to accelerate hardness. ▪ Warranty: When following the item 1 and 2 above, the warranty with the same efficiency (100%) as an Alloy Injection method will be provided.




 Quality of WIRE ROPE SLING processing is one of the important elements to prevent industrial disasters. The safety certificate products of Goryo Company guarantee the quality and safety of your industrial sites.
Quality of WIRE ROPE SLING processing is one of the important elements to prevent industrial disasters. The safety certificate products of Goryo Company guarantee the quality and safety of your industrial sites.